GT25R Fixing the down pipes to turbine flange
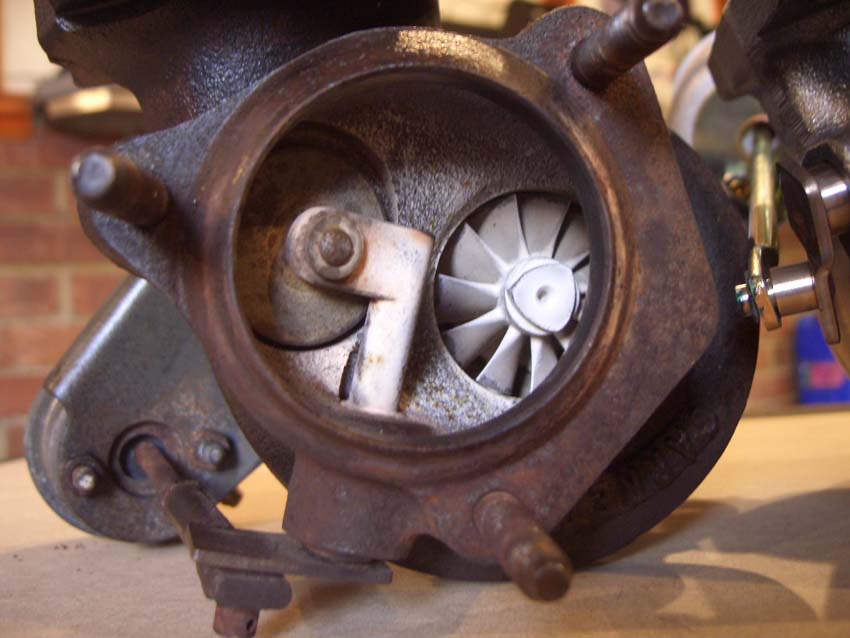
- The turbine flange is a 5 bolt fixing with what looks like quite an awkward shape, the wastegate looks
- better spaced from from the actual turbine, when compared to the lc turbo it looks to be much more efficient
- in terms that the lc turbine exit is partially obscured by the round exhaust exit to start with. The GT25R exit
- is straight out into the downpipe.

I bought some universal flange adaptors (GT25R/GT28R) but I'm not happy with the fit or the extra holes.

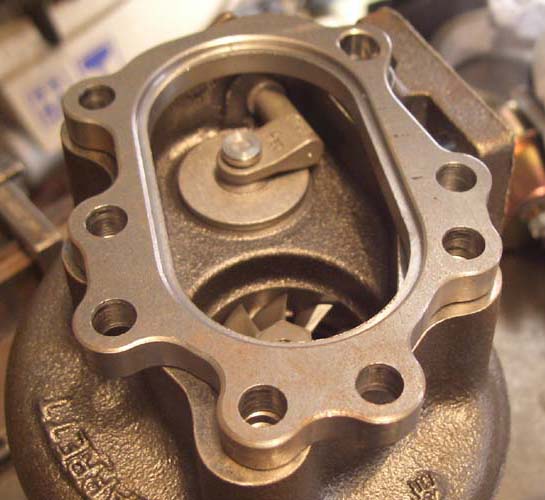
There was quite an overlap at the turbine exit which presented a sharp edge that the gas has to step over.
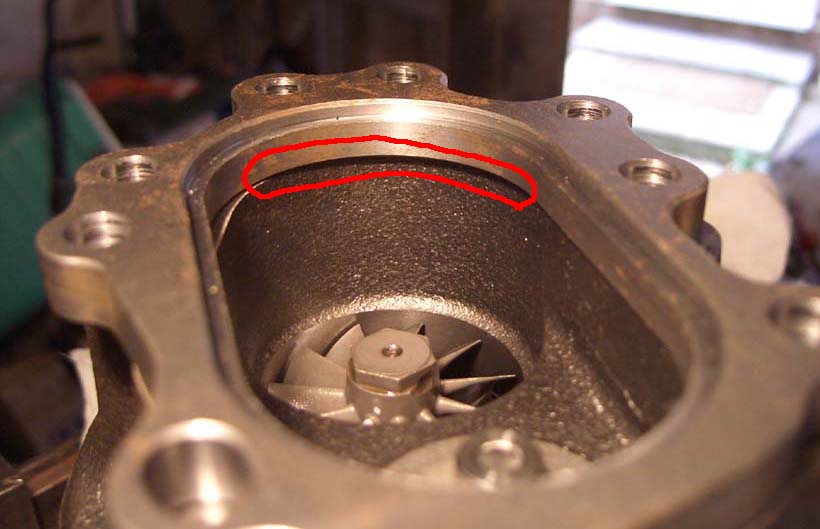
Using the flange as a pattern I re-designed the profile to more closely match the flange face of the GT25R.

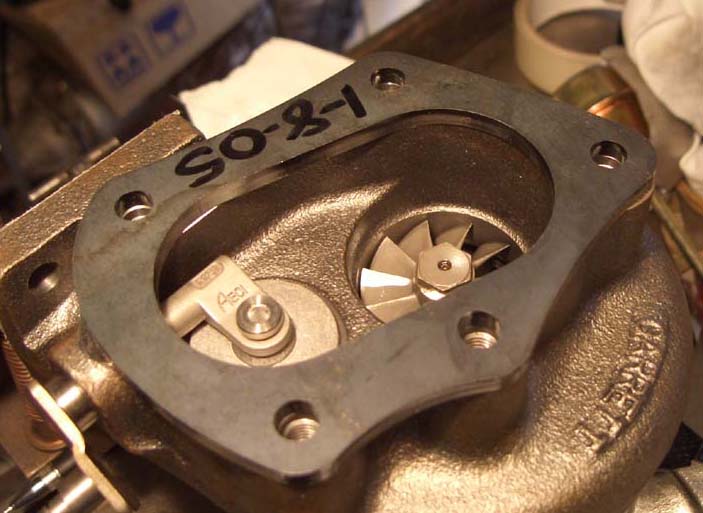
- This was just a pattern to get the profile and hole spacings correct, the final version will be 10mm thick and I
- need to get the milled recess added to accept the pipework, this should aid welding and allow me to fuse
- the joint from inside aswell. I'm led to believe that the oval hole is the equivalent to squeezing a 3" round tube
- into the same shape.
- 30/08/05
- Change of plan, flange will be 12mm thick, no milled recess as the tube will push all the way through, fully
- welded around the inside and stitch welded on the outside to clear the the fixing holes (nuts very close to tube)
- Pictures show the transition tube which has been formed to go from oval shape to 3" round in a little over 2"
- length, prior to welding.






I had to make some tooling to prevent severe deformation of the tube leaving kinks and dents.

- The rear turbo has a very sharp change from almost horizontal out to near vertical down, this may
- be a bit tricky. I've seen pictures of the transistion part which has a separator plate to keep the
- main turbine exhaust gas away from the wastegate gas until further down the exhaust down pipe.
- I may try a compromise along these lines.
- Welded flanged transition tubes to 3" round. Fully welded on inside and stitch welded outside with
- gaps to miss the nuts. Just need to have the mount face machined flat. I had to buy special inconel
- 625 filler rod, required for welding dis-similar mild steel to stainless steel to withstand the high
- temperatures.


Mating face's machine for good seal.

Fit Check.
